9
|
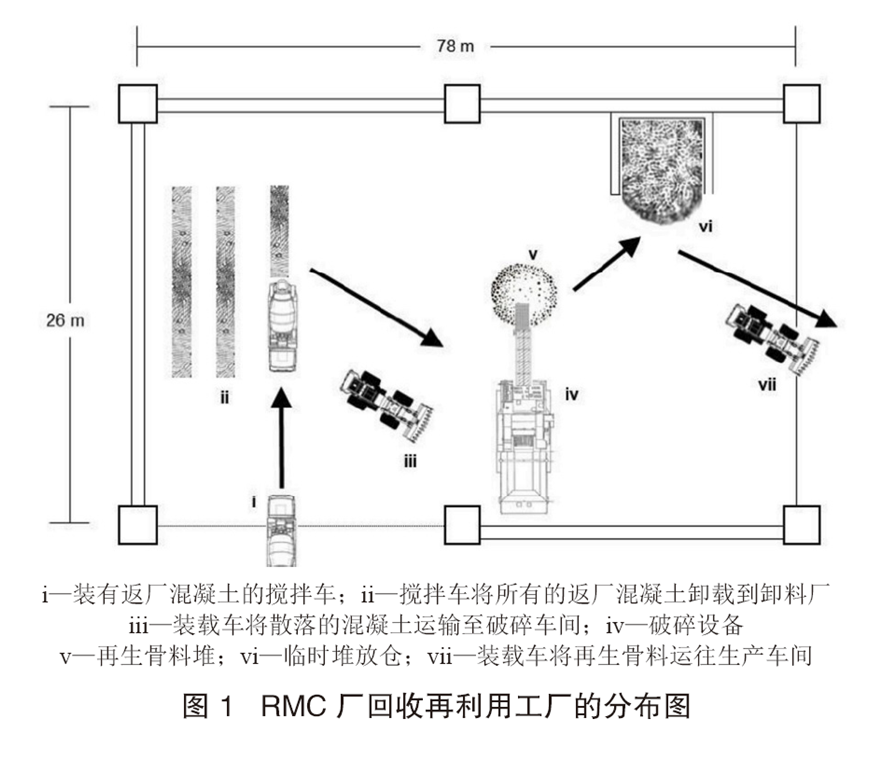
预拌混凝土厂使用返厂混凝土作为再生骨料的评价 Luiz de Brito Prado Vieira , Antonio Domingues de Figueiredo, Vanderley Moacyr John 翻译:宁夏,杨莉 [摘 要]预拌混凝土(RMC)厂每年都会产生大量的废弃物,对这些废弃物处理的环境影响与经济后果是相关的。因此,将返厂的硬化混凝土进行破碎和筛分,作为骨料重新使用,已成为回收预拌混凝土残留物的一个可能的选择。本文介绍了在巴西最大的 RMC 生产商之一进行的一项试验性研究。通过实验室分析和工业规模的生产对再生骨料进行了评估,以验证其对新混凝土配制技术的影响和适用性。测试表明,再生骨料在生产后 48 小时内使用具有良好的应用潜力,此时混凝土的可泵性没有差异。再生骨料混凝土的标准偏差比仅用天然骨料生产的混凝土略高,这影响了达到相同特征强度所需的平均抗压强度,可能会增加 RMC 的生产成本。然而,在所研究的案例中,增加的该项成本低于在垃圾填埋场处置材料以及购买传统骨料的相关成本。因此,本研究得出结论,混凝土使用再生骨料在经济上是可行的,特别是对于特征强度低于 30MPa 等级的混凝土。 [关键词]再生骨料;再生骨料;预拌混凝土;实验室试验;现场试验;工业应用 Evaluation of the use of crushed returned concrete as recycled aggregate in ready-mix concrete plant Luiz de Brito Prado Vieira , Antonio Domingues de Figueiredo , Vanderley Moacyr John Abstract: Every year, a significant amount of waste is generated in ready-mix concrete (RMC) plants. Further, the environmental and economic consequences of the disposal of this residue are relevant. Therefore, crushing and sieving the hardened concrete returned to the plant has emerged as a possible and interesting alternative to recycle RMC residue for use as aggregates. This paper presents an experimental study performed by one of the largest producers of RMC in Brazil. The recycled aggregates were evaluated through laboratory analysis and industrial-scale production, to verify their technical impact and applicability in new concrete formulations. The tests demonstrate that recycled aggregate, when used within 48 h after production, has good application potential because no differences in pumpability were found. The standard deviation of the recycled aggregate concrete is slightly higher than that of concrete produced only with natural aggregates, which affects the average compressive strength needed to achieve the same characteristic strength. This condition may increase the production costs of RMC. However, in the case studied, this cost increment was less than the costs associated with disposing of the material in landfills and those related to the purchase of conventional aggregates. Therefore, this study concludes that concretes with recycled aggregates have conditions to be economically viable, especially for classes with a characteristic strength of less than 30 MPa. Keywords: Recycled concrete aggregate; Ready-mix concrete; Laboratory tests; Field test; Industrial application 1 简介 全[19]。为了获得具有统计学意义的数据,参考文献[19]通过在实验室中生产大批量的混凝土(0.35m3),分析了用RA生产的混凝土包括抗压强度在内的几个物理性能的变化。主要目的是为了避免由于典型的实验室实验规模缩小而导致的变化被低估的风险。然而,在一定时期内,实验室的条件总是比工厂生产的条件更稳定,因此,需要进行实际规模的研究,以评估RA混凝土的适用性,即这种异质性对材料的特征抗压强度的影响。实际规模的变化将影响混凝土的配合比设计。因此,为了保证结构应用的安全条件,必须考虑验证RA混凝土生产的可行性。因此,应该对使用结果分散度较大的骨料进行可行性分析,考虑它们对工业规模上获得的特征强度值的影响。 2 系统实施
3 方法 |

|

|

|

|

|


扎根产业、谋划发展共建行业新业态、共享产业新生态重庆汉丰河谷科技有限公司是是致力...

3月26日,公司副总经理、总工程师杨再富,副总经理石从黎带队并邀请重庆大学贾兴文教...

4月18日,重庆市2024年市级重点项目名单正式印发,涉及重点建设项目1189个、同比增长2...

为做好科技金融、数字金融大文章推动新一轮大规模设备更新和消费品以旧换新中国人民银...

“新质生产力”拔节生长的时期,正是企业品牌创新发力的季节。作为中国基建最大宗的建...

由中国混凝土与水泥制品协会主办的“2024中国混凝土与水泥制品行业大会”暨“2024中国...

4月14日,重庆建工建材物流有限公司第四分公司顺利完成重庆轨道交通15号线一期轨道工...

重庆市住房和城乡建设委员会关于印发《重庆市装配式农房建设图集(2024年)》的通知渝...